Overview and Goals
- Line objective: 12–30 modules/battery packs per minute (PPM).
- Scope: Prismatic cells across chemistries (LFP, NMC/NCA, and emerging sodium-based chemistries) with fast changeover for multiple formats.
- Key design principles: high automation, end-to-end traceability, modular fixtures, one-click first-part setup, and seamless integration with MES and digital twin systems
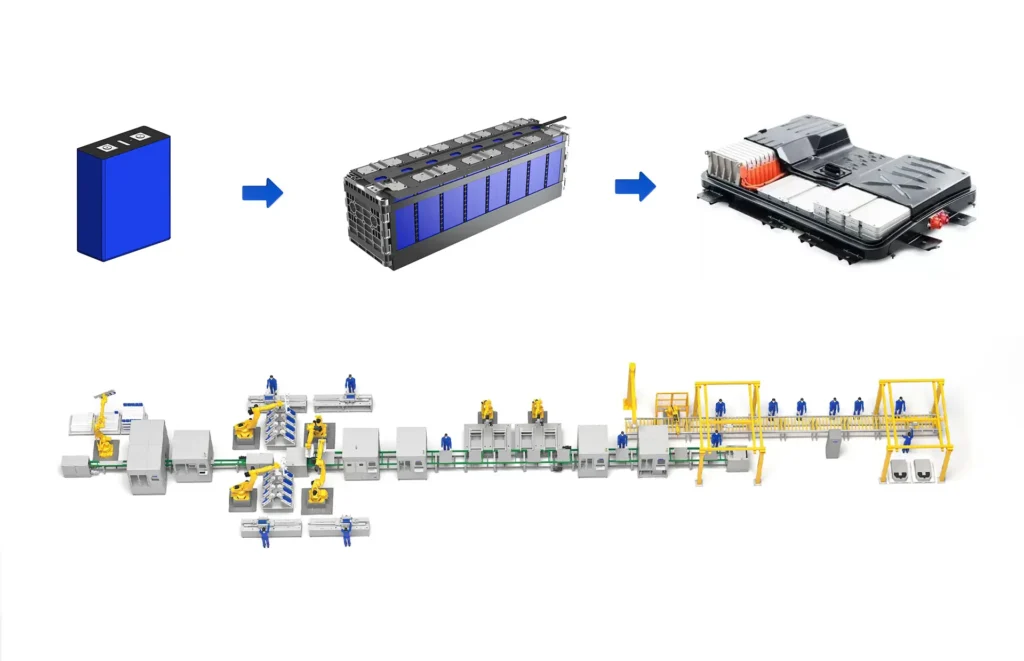
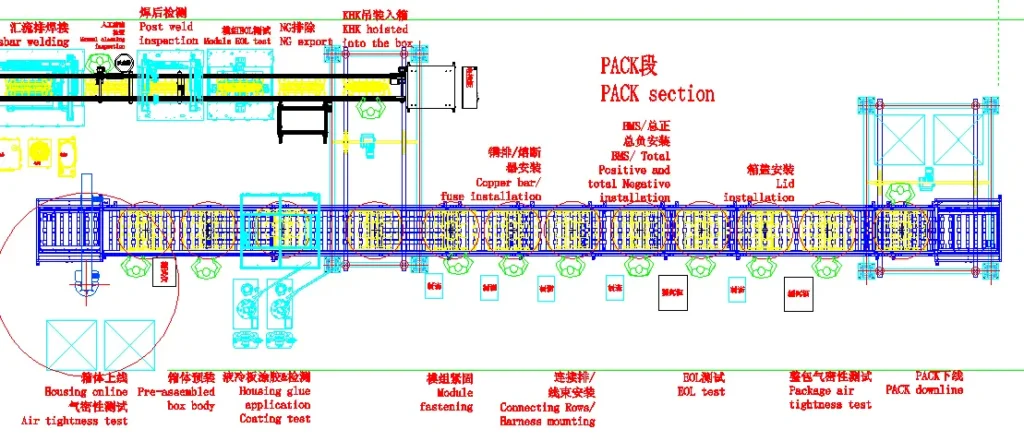
Battery Pack Assembly Line Process Pathway and Cycle Times
High-level workflow from raw cells to finished packs. Each station has a defined cycle time and buffer strategy to maintain line balance.
- Cell Feeding
- Open-Circuit Voltage (OCV) Testing
- Cell Bonding/Coating
- Cell Stacking and Primary Fixation
- Surface Cleaning/Prep
- Busbar Welding
- Module End-of-Line (EOL) Testing
- Module Off-Line Handling
- Box On-Line Assembly
- Liquid Cooling Plate Bonding
- PACK End-of-Line Testing
- Airtightness Testing
- Final Packing Off-Line
Notes: For each station, establish a single-piece cycle time, with a small buffer at critical bottlenecks to absorb variability. Track actual cycle times during initial production and target OEE improvements during ramp-up.
Battery Pack Assembly Line Core Equipment List and Key Specifications
Below is a partitioned equipment matrix with functional roles, typical parameter ranges, and interface points to enable engineering teams to select and integrate hardware.
| Zone / Station | Equipment Type | Fonction | Key Parameters (range) | Interfaces / Data Output |
|---|---|---|---|---|
| Cell Feeding | Cell Feeding Tray, Sorting Robot, Unloader | Supply & orient individual cells for downstream processing | Throughput: 4–8 cells per tray; Feed speed: 0.5–1.5 m/s | Barcode/position data; OPC UA / MQTT for status |
| OCV Testing | OCV Test Station, Precision V/I module, Temperature Control Jigs | Open-circuit voltage verification with temperature control | Voltage accuracy: ±0.5–1 mV; Test time: 2–4 s per cell; Temp: 20–40°C (±1°C) | Test results in JSON; OPC UA |
| Bonding / Coating | Dispense/Coating Heads, Adhesive Supply, Cure Ovens | Adhesive application on cells or interfaces; cure/dry | Glue volume: 0.1–0.6 mL per unit; Cure temp: 80–120°C; Cure time: 30–180 s | Process parameters and vision validation |
| Stacking & Fixation | Stacking Station, Flexible Fixtures, Servo Actuators | Stack cells and secure initial alignment | Stack time: 0.5–1.0 s per unit; Alignment tolerance: ±0.1 mm | Pose data; inline quality checks |
| Busbar Welding | Laser Weld System / Hybrid Welding | Fuse busbars to cells/modules | Laser power: 2–5 kW; Weld time: 0.5–2 s/point; Pitch: 1–2 mm | Welding coordinates from vision; weld process data to MES |
| Module EOL & Off-Line | Module Test Station, Functional Test Rig | End-of-line electrical tests on modules | Voltage/Resistance accuracy: ±1–2%; Test time: 2–5 s/module | Test results; traceable by batch/serial |
| Liquid Cooling Plate Bonding | Glue/Dispense + Temperature Controlled Fixture | Bond liquid cooling plates and interface | Glue volume: 0.2–0.5 mL/plate; Interface thermal resistance: < 0.05 °C·in²/W | Interface heat transfer data; process logs |
| PACK EOL & Airtightness | PACK EOL Test Station, Helium Leak Tester | Electrical, thermal, and leak testing; seal integrity | Leak test pressure: system-dependent; EOL tests per spec | Test results; leak rate; pass/fail |
| Final Pack Off-Line | Final Assembly & QC | Packaging, labeling, dimensional & cosmetic checks | Dimensional tolerances; surface quality checks | QC records; barcodes/serials |
Note: The table above provides representative ranges. Actual values should be validated against material properties, safety requirements, and customer specifications.
Interfaces, Data Dictionary & MES Integration
Engineering-ready data framework to ensure traceability and seamless MES/digital twin integration.
- Data dictionary essentials: station_id, device_id, cycle_time_s, actual_cycle_time_s, measurement_value, tolerance, result, timestamp.
- Communication protocols: OPC UA, Modbus/TCP, RESTful APIs; event-driven messaging for real-time status.
- MES integration: pull production plan, push process parameters, push quality data, batch/serial traceability, and model-driven analytics via digital twin.
- Data governance: standardized naming, units, timestamp formats, and exception/alarm codes; full traceability per batch and per module.
| Field | Description | Data Type | Unit | Source | Usage |
|---|---|---|---|---|---|
| station_id | Station identifier | Chaîne | — | Control system | Routing & traceability |
| cycle_time_s | Nominal cycle time per unit | Float | seconds | Process design | Line balance planning |
| actual_cycle_time_s | Measured cycle time | Float | seconds | SCADA / PLC | Performance tracking |
| result | Pass/Fail result | Chaîne | — | Quality tests | Quality gating |
Internal links for engineers:
auto-ODM platform resources
Quality Control, Testing & Reliability
- End-of-Line (EOL) testing: electrical performance, safety checks, and functional validation for each module.
- Helium leak testing: targeted at critical joints (side seams, ports, interfaces) to certify seal integrity.
- Machine vision: detects key alignment, coating, bonding, labeling, and weld quality for traceability and repeatability.
- Safety & environment: fire prevention, short-circuit protection, thermal management, vapor extraction and hazmat handling in design.
Rapid Change & Flexible Production
- Modular fixtures and servo-based adapters enable quick model changes with minimal downtime.
- Standardized interfaces for electrical, pneumatic and data signals simplify cross-model handoffs.
- Change management: well-defined change points, pre/post validation, A/B tests, and staged ramp-up.
Trial Run Plan, Risk Control & Training
- Trial objectives: manufacturability, device interoperability, data integrity, initial yield, and OEE assessment.
- Risk management: fault trees, fault-tolerant paths, redundancy strategies, and escalation procedures.
- SOPs: station-specific operating procedures, emergency shutdown, cleaning/maintenance, data recording guidelines.
- Training plan: hands-on sessions covering process knowledge, quality standards, and anomaly handling.
Comwin Group & Auto-ODM: Practical Landing Points
- Modular, scalable automation designs tailored for high-volume battery pack assembly.
- Auto-ODM ecosystem for rapid access to tested equipment configurations and cost-efficient solutions.
- Early integration with MES and digital twin to accelerate model switches and yield improvements.
External reference: Auto-ODM Battery Pack Assembly Line Resources,https://luxmanlight.com/what-is-a-battery-pack-assembly-line/


